
Saia termorretrátil




Aplicativo
1. Usado para terminação de média tensão até 36kV
2. aumentar a distância de fuga, chuva dispersa, apenas para uso externo
Recurso
1. Anti-rastreamento
2.Excelente resistência à corrosão
3. Resistência UV e resistência às intempéries
4. Propriedades elétricas e mecânicas superiores
A produção de tubos termorretráteis deve primeiro selecionar o masterbatch apropriado e, em seguida, selecionar os materiais auxiliares para produzir específicos
O invólucro térmico.
1. O processo de produção de tubo termorretrátil é, em primeiro lugar, a produção de masterbatch de sanguessuga de polieno: combinando vários materiais de base de sanguessuga de polieno com vários materiais auxiliares funcionais
Os materiais são pesados de acordo com a proporção da fórmula e depois misturados: os materiais misturados são colocados em uma extrusora de rosca dupla e peletizados para produzir um masterbatch funcional de sanguessuga de polieno.
2. Processo de moldagem do produto: de acordo com o formato do produto, dois métodos de extrusão de parafuso único e moldagem por injeção podem ser usados.
Para processamento e produção:
1. Tipo de extrusão de parafuso único: usado principalmente para moldagem por extrusão de tubos de dissipador de calor, como tubos termorretráteis de parede única, tubos termorretráteis de parede dupla com cola e espessura média
Tubos de dissipador de calor de parede, tubos de dissipador de calor de barramento de alta pressão, tubos termorretráteis de alta temperatura e outros produtos são todos processados e formados por extrusão de parafuso único.
A linha de produção de tubo termorretrátil deve ter os seguintes equipamentos: extrusora (formação de tubo dissipador de calor), molde de produção, tanque de água de resfriamento, dispositivo de tensão e
Dispositivo de disco, etc.
2. Moldagem por injeção: usado principalmente para a produção de peças termorretráteis de formato especial, como tampas de dissipador de calor, saias de guarda-chuva termorretráteis, dedeiras termorretráteis e outros produtos
Todos eles usam moldagem por injeção e os equipamentos de produção devem incluir máquinas de moldagem por injeção e moldes de injeção.
3. O próximo passo importante é a reticulação de radiação.Os produtos formados por extrusão ou moldagem por injeção ainda são estruturas moleculares lineares.
Estrutura, o produto ainda não possui a “função de memória” e o desempenho de resistência à temperatura, resistência ao envelhecimento e resistência ao desgaste não é suficiente.
Altere a estrutura molecular do produto.O método que normalmente usamos é a modificação da reticulação de radiação: reticulação de radiação do acelerador de elétrons, radiação de fonte de cobalto
Reticulação, reticulação química de peróxido, neste momento a molécula muda de uma estrutura molecular linear para uma estrutura de rede.Produtos extrusados estão passando
Após a reticulação, ele tem um “efeito memória”, que aumenta muito a resistência à temperatura, as propriedades mecânicas e as propriedades químicas do tubo termorretrátil.A tabela específica
Agora, o tubo do dissipador de calor mudou do estado de tolerância para incompatível, resistência ao envelhecimento, resistência à abrasão e resistência à corrosão química.
4. Moldagem por expansão: O produto modificado por reticulação por radiação já possui “efeito memória de forma” e possui alto
Desempenho sem fusão sob temperatura.Após aquecimento em alta temperatura, sopro a vácuo e resfriamento, ele se torna o tubo termoencolhível acabado e, em seguida, de acordo com o tubo
A situação real da embalagem e fechamento do produto acabado também pode ser recortada e impressa de acordo com a necessidade do cliente.Embalagem normal neutra também está disponível.
Desempenho
| Teste | Método de teste | Requerimento |
| Resistência à tracção | ASTM D2671 | ≥13mpa |
| Alongamento na ruptura | ASTM D2671 | >400% |
| Resistência à tração após envelhecimento térmico | ASTM D 2671/120°C,168h | ≥10mpa |
| Alongamento na ruptura após envelhecimento térmico | ASTM D 2671/120°C,168h | ≥350% |
| Resistividade volumétrica | CEI 93 | 1013Ω.cm |
| Constante elétrica | CEI 250 | 3,0 Máx. |
| Rigidez dielétrica | CEI 243 | ≥15KV/mm |
| Cobre corrosivo 120°C, 168 horas | ASTM D2671 | Passar |
| Encolhimento longitudinal | ASTM D2671 | 0 a-10% |
| Taxa de absorção de água | ISO 62 | ≤0,1% |
| Retardância de chama (índice de oxigênio) | ASTM 4589 | ≥25 |
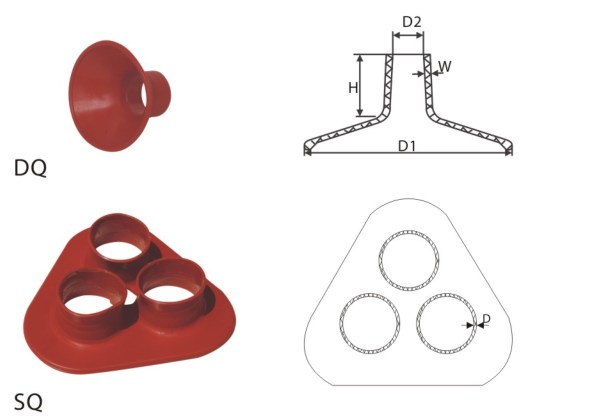
| Tipo | Expandido (mm) | Recuperado (mm) | |||
| D1 | D2 | D2(máx) | H | W | |
| DQ1 | 97 | 35 | 15 | 20 | 2,5 |
| DQ2 | 97 | 40 | 15 | 20 | 2,5 |
| DQ3 | 110 | 45 | 20 | 20 | 3 |
| DQ4 | 110 | 50 | 20 | 20 | 3 |
| DQ5 | 125 | 70 | 30 | 25 | 4 |
| Tipo | D | W | |
| Expandido (mm) | Recuperado (mm) | Recuperado (mm) | |
| QD1 | 32 | 12 | 3 |
| QS2 | 38 | 15 | 3 |
| QS3 | 45 | 22 | 3 |
 P: VOCÊ PODE NOS AJUDAR A IMPROTAR E EXPORTAR?
P: VOCÊ PODE NOS AJUDAR A IMPROTAR E EXPORTAR?
A:Teremos uma equipe profissional para atendê-lo.
P: QUAIS SÃO OS CERTIFICADOS QUE VOCÊ TEM?
A:Temos certificados ISO,CE, BV,SGS.
P: QUAL É O SEU PERÍODO DE GARANTIA?
A:1 ano em geral.
P: VOCÊ PODE FAZER SERVIÇO OEM?
A:Sim, nós podemos.
P: O QUE VOCÊ LEVA TEMPO?
A:Nossos modelos padrão estão em estoque, já para grandes pedidos, leva cerca de 15 dias.
P: VOCÊ PODE FORNECER AMOSTRAS GRATUITAS?
A:Sim, entre em contato conosco para saber a política de amostra.





